AEによるクランクシャフトの研削焼けの評価
|
|
クランクシャフトの研削工程において、研削砥石の目づまりなどにより研削焼けが発生する。研削焼けの検査としては、PT法などが行われているが、検査工程が別工程となる為に、一度研削焼けが発生すると大量の不良が発生する。
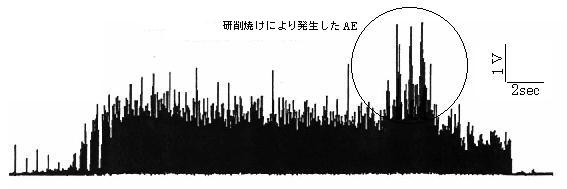
下図に、研削時に発生したAEの包絡線検波波形を示すが、研削焼け発生時には大振幅のAEの発生が認められる。これは、砥石の目づまりによって砥石と製品間の摩擦が増大し、AEが発生したものである。このように、研削状態をAEの振幅によって監視することにより、常に一定の研削が可能となり、研削焼けなど品質不良の発生を防止することができる。
なお。AEセンサは製品に直接設置することが望ましいが、発生するAEのエネルギが大きいので、研削液中を伝播するAEを検出する方法等、設置対象に適した設置方法をとることができる。また、上記は円筒研削への適用を示したが、平面研削へも応用することができる。 |
|
 |
|
 |
|
 |
| 正常な研削時のAE振幅の変化 |
|
研削焼け発生時のAE振幅の変化 |
|
|